

 相关产品
相关产品









颚式破碎机也称颚破机,颚破,是工业矿石物料粗碎常用的一款首破机械。本文主要是对该颚式破碎机工作原理及优势特点的简要分析,具体详情如下: 一、颚式破碎机工作原理作为一款工业破碎及制砂生产线中常用的一款粗破机械,该颚式破碎机运转工作时,主要是以电动机为动力…
发布时间:2017-04-10 10:12:45发布时间:2013-11-07 08:18:04
更新时间: 2020-08-14 16:04:27
想了解物料、产量、选型及本月优惠报价信息,欢迎您拨打我们的服务电话或者在线咨询获取!
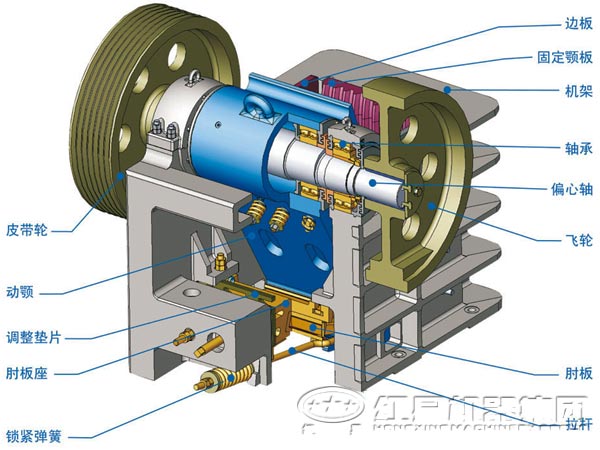
为使颚式破碎机高效率地工作,应严格遵守维修规程。如果维修得不好,将使破碎机零件损坏加快,以致造成破碎机计划外的修理或紧急修理。所以及时地发现和修复有故障的零部件,是提高机器生产率的重要措施。下面详细介绍一下颚式破碎机几个零件的修理。
颚式破碎机的动颚轴轴颈,磨损到下述程度时就应进行修理:椭圆度>0.05 mm;圆锥度>0.04 mm;轴颈表面凸凹度>0.04mm,轴颈的修理方法为:
(1)在强度允许的条件下,对已磨损的轴颈进行车削加工后嵌套,恢复原配合尺寸;在条件允许的情况下,利用振动焊、金属喷镀法进行修理,恢复原配合尺寸。
(2)采用适当的技术措施,对已磨损的轴颈进行电焊焊补“长肉”后,车削加工,恢复原配合尺寸(此法只适用于机体部位的轴颈修理)。

简摆式颚式破碎机的偏心轴,在磨损到下述程度时应进行修理,椭圆度大于0.1~0.15mm;圆锥度大于0.08~0.12mm;轴颈表面凸凹度大于0.1~0.12mm 。修理方法为:
(1)根据磨损情况,可采取车床车削加工和刮研修理,修理后轴颈略小于原配合尺寸,此时应配制薪的滑动轴承。
(2)特殊情况,在强度许可前提下(如严重损伤的轴颈)可采取原轴颈车削后嵌套,恢复原配合尺寸,套厚度在56mm;条件允许时,可采用振动焊、金属喷镀法进行修理,恢复原配合尺寸。
轴承的修理主要根据顶间隙和几何形状改变的极限值来确定。当轴承没有严重的局部磨损,而在顶端间隙增大时,可以采取撤垫办法,来调整顶端间隙,但当磨损超过一般规定极限时轴颈的0.25%和局部磨损严重及有大面积碎裂时,必须立即进行修理。红星重工采取的修理办法有:
(1)对局部缺陷就地修理和车削加工,如磨偏、椭圆、大小裂纹、局部掉块,较为简单办法可用气焊补肉,人工刮研或机械加工,既快又省事,效果基本上是可靠的(应尽量采用原有巴氏合金材料补肉)。
(2)全部重新浇铸或分层气焊“长肉”制成。轴承厚度在10mm以上则进行浇注,厚度在10mm以下,可采用分层气焊“长肉”。焊补的厚度至少应在4 mm以上,然后可以用机床加工。
连杆在工作过程中,出现裂纹、折断、轴承孔磨偏、支撑垫凹槽磨损或磨偏以及连接螺丝脱扣等情况,均应及时进行修理,实践证明在发生连杆下部裂纹,甚至折断的重大事故时,如修理技术措施采取得当,基本是可以恢复使用的。
连杆裂纹或折断一般出现在其下部,具体修理方法经常采用的是直接焊接和补强钢板焊接两种。直接焊接方法较简单,适用于中、小、短、浅裂纹,补强钢板焊接较费事,但效果可靠,适用于大、长、深裂纹和折断。

颚式破碎机也称颚破机,颚破,是工业矿石物料粗碎常用的一款首破机械。本文主要是对该颚式破碎机工作原理及优势特点的简要分析,具体详情如下: 一、颚式破碎机工作原理作为一款工业破碎及制砂生产线中常用的一款粗破机械,该颚式破碎机运转工作时,主要是以电动机为动力…
发布时间:2017-04-10 10:12:45
作为破碎行业发展中尤为重要的一款首破机械——颚式破碎机,因具有结构合理、经济高效、故障率小等优点,所以在当下石灰石破碎生产工艺中有着突出表现,具体新型石灰石颚式破碎机四大优势特点简要分析如下: 首先,新型颚式破碎机破碎粒度大,可一次性完成石灰石物料粗碎…
发布时间:2017-04-07 08:15:44
颚式破碎机,石料生产线中常用的一款粗碎设备,因配备的转子规格为600*900mm,所以称之为PE600*900颚式破碎机,本文主要是对用户关注的鄂破产能的简要分析,具体有关PE600*900颚式破碎机产能详细分析如下: 一、PE600*900颚式破碎机最大产能可达多少?PE600*900颚式破碎机…
发布时间:2017-03-31 08:32:05
石灰石颚式破碎机,石灰石破碎工艺中常用的一款石灰石粗碎设备。以下主要是对该石灰石颚式破碎机价格及其相关知识的简要分析,具体详情如下: 一、投资一台石灰石颚式破碎机需要多少钱要说投资一台石灰石颚式破碎机需要多少钱?这就要看你怎么选择了,毕竟不同厂家,不同…
发布时间:2017-03-29 08:23:29
颚式破碎机简称鄂破,破碎工艺生产中最为重要的一款粗碎机械。由于颚式破碎机的工作条件较为恶劣,所以如果准备工作没有做足或是操作不当的话会很容易引起事故的发生。通过实践证明,破碎机在运行以前的准备工作是十分必要的。 颚式破碎机启动前要做好以下工作: 1、认真…
发布时间:2017-03-27 11:27:51
液压颚式破碎机,传统颚式破碎机种类中的一种,因其配备有液压保护装置,所以也称之为液压保护颚式破碎机。本文主要是对该液压颚式破碎机工作原理及其相关设备知识的简要分析,具体详情如下: 一、液压颚式破碎机工作原理液压颚式破碎机的工作原理,当物料进入破碎机后,…
发布时间:2017-03-24 07:54:23版权所有:河南红星矿山机器有限公司地址:河南省郑州市高新区梧桐街与红松路交叉口中国高端矿机生产出口基地园区全国销售热线:0371-67772727
